全國服務熱線
0769-85333197全國服務熱線
0769-853331972022-07-08 14:59:09 責任編輯: 富寶科技 0
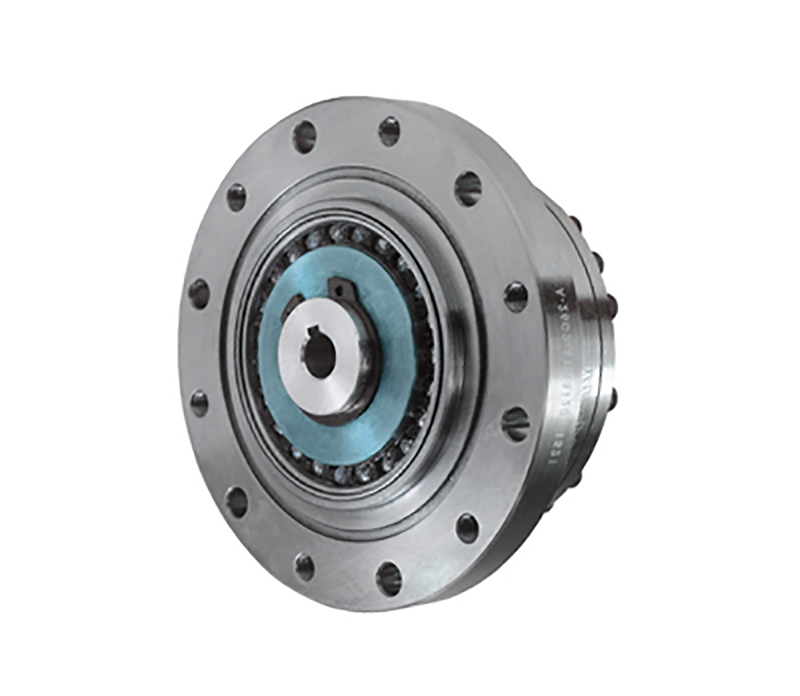
諧波減速器要是解決的技術問題是為了克服現有技術中諧波減速器制造工藝復雜,生產成本較高的缺陷,提供一種諧波減速器總成裝配方法,通過下述技術方案來解決上述技術問題。
諧波減速器總成裝配方法步驟:
1、選配零件;
2、選取波發生器、柔性軸承、深溝球軸承以及柔輪,并將波發生器、柔性軸承、深溝球軸承以及柔輪組裝在一起,形成第一組合件;選取輸入端盤、骨架油封、密封圈,并將輸入端盤、骨架油封、密封圈組裝在一起,形成第二組合件;選取輸出端盤、骨架油封、密封圈、剛輪,并將輸出端盤、骨架油封、密封圈、剛輪組裝在一起,形成第三組合件;
3、組裝第一組合件、第二組合件、交叉滾子軸承以及第三組合件。
(1).先組裝第一組合件和第二組合件,并將第一組合件與第二組合件的整體總成與交叉滾子軸承以及第三組合件進行安裝。
(2).在第一組合件和第二組合件之間加入潤滑硅脂后組裝第一組合件和第二組合件。
(3).組裝第一組合件時,包括將波發生器與柔性軸承組裝;將波發生器與深溝球軸承組裝;將柔輪與柔性軸承組裝。
(4).組裝第二組合件時,包括將密封圈與輸入端盤組裝;將骨架油封與輸入端盤組裝。
(5).組裝骨架油封與輸入端盤時,包括將骨架油封壓裝到輸入端盤的內孔處相應位置。
(6).組裝第三組合件時,包括將剛輪與輸出端盤組裝;將骨架油封與輸出端盤組裝。
(7).組裝剛輪與輸出端盤時,包括將密封圈安裝到輸出端盤的相應槽位,對準輸出端盤與剛輪的配合孔,使輸出端盤與剛輪配合面貼緊,用螺釘連接輸出端盤與剛輪的配合孔。
(8).將密封圈安裝到剛輪的槽位,對準剛輪與交叉滾子軸承相應配合孔位,使二者配合面貼緊。
(9).組裝骨架油封與輸出端盤時,包括將骨架油封壓裝到輸出端盤的內孔處相應位置。
(10).組裝柔性軸承和柔輪時,先使柔性軸承和柔輪變形至接近理想變形形狀,然后在保證同軸度的情況下進行裝配。
(11).組裝柔輪與輸入端盤時,包括將密封圈安裝到輸入端盤的相應槽位,對準輸入端盤與柔輪的配合孔,使輸入端盤與柔輪配合面貼緊,再與交叉滾子軸承組裝。
(12).組裝柔輪與交叉滾子軸承時,包括將密封圈安裝到交叉滾子軸承的相應槽位,對準交叉滾子軸承與柔輪的配合孔,使交叉滾子軸承與柔輪配合面貼緊,用螺釘連接交叉滾子軸承與柔輪的配合孔。
(13).組裝第一組合件和第二組合件時,當柔性軸承寬度的一半進入柔輪后就視為完成;在將第一組合件與第二組合件的整體總成與第三組合件組裝時,再使柔性軸承完全進入柔輪。
對零件公差及配合公差進行誤差分配,并基于遺傳算法對零件進行選配。
諧波減速器總成裝配方法,包括以下步驟:按照特定的選配方法選配零件;
將波發生器、柔性軸承、深溝球軸承以及柔輪組裝在一起,形成第一組合件;
將輸入端盤、骨架油封、密封圈組裝在一起,形成第二組合件;將輸出端盤、骨架油封、密封圈、剛輪組裝在一起,形成第三組合件;
組裝第一組合件、第二組合件、交叉滾子軸承以及第三組合件。
總之采用本將裝配的產品性能優于國家標準,較普通裝配工藝而言,傳動精度提高10%—15%,裝配總成合格率達到95%以上,生產成本降低約8%,保證了產品的傳動性能,對零件尺寸公差及配合公差的誤差分配降低了生產成本,改進的裝配工序、裝配方法相對于普通工序、方法更簡單且易操作。







技術微信